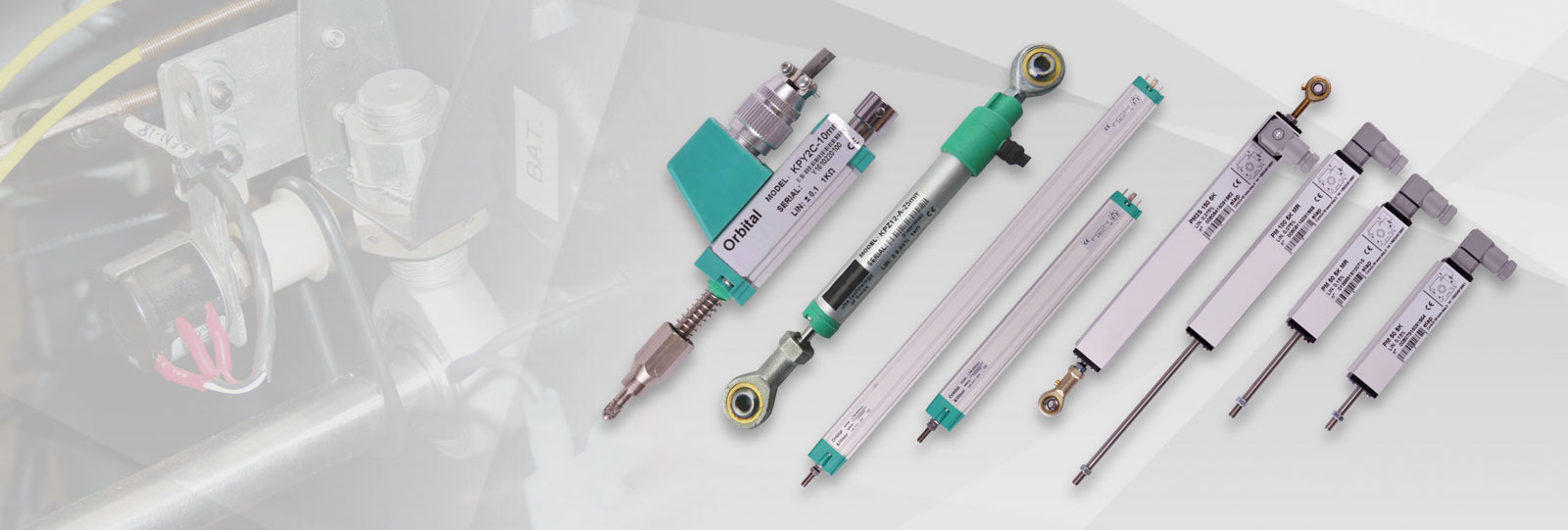
Established in 2017 with a vision to offer international quality mekatronik products and automation solutions to the Indian Indusry, Orbital is today a leading Indian industrial brand.
Orbital has tied up with several international partners to offer a range of mekatronik products as its state of the art manufacturing setup in Bhiwandi near Mumbai.